فهرست عناوین
- مقدمه
- درک تخمیر اسید استیک
- اهمیت بهینه سازی شرایط تخمیر
- نقش دما در تولید اسید استیک
- دمای بهینه تخمیر برای حداکثر بازده
- تاثیر pH بر تخمیر اسید استیک
- حفظ سطح pH ایده آل
- زمان تخمیر و بازده اسید استیک
- تعیین مدت زمان بهینه تخمیر
- تعامل میان دما ، pH و زمان
- انتخاب سویه میکروبی مناسب
- هوادهی و تامین اکسیژن
- ماده اولیه و مواد مغذی در تخمیر
- روش های تخمیر برای افزایش بازده اسید استیک
نوشته شده توسط شرکت صنایع استیک ایران
منتشر شده توسط شرکت صنایع استیک ایران
تاریخ انتشار مقاله : 19-05-1404
تاریخ بروزرسانی مقاله : 19-05-1404
تعداد کلمات : 2800
آدرس مقاله : لینک مقاله
تنظیم دما ، ph و زمان تخمیر برای حداکثر بازده تولید اسید استیک

مقدمه
فرآیند تخمیر اسید استیک یک فرآیند بیوشیمیایی است که در آن باکتری ها اتانول به اسید استیک ترکیب اصلی سرکه تبدیل می کنند. دستیابی به بازده بالای اسید استیک یعنی مقدار اسید استیکی که از یک مقدار مشخص ماده اولیه تولید می شود مستلزم کنترل دقیق شرایط تخمیر است. دما ، pH و زمان تخمیر از عوامل مهمی هستند که مستقیما بر متابولیسم باکتری های اسید استیک و کارایی تولید اسید استیک تاثیر می گذارند. با بهینه سازی این پارامترها تولیدکنندگان می توانند غلظت سرکه را حداکثر کرده ، بهره وری را افزایش دهند و کیفیت محصول را یکنواخت نگه دارند.
درک تخمیر اسید استیک
تخمیر اسید استیک معمولا توسط گروهی از میکروارگانیسم ها به نام باکتری های اسید استیک انجام می شود. این باکتری ها مانند جنس های Acetobacter و Komagataeibacter در حضور اکسیژن اتانول را اکسید کرده و آن را به اسید استیک تبدیل می کنند. این فرآیند معمولا پس از یک تخمیر الکلی اولیه انجام می گیرد ، برای مثال ابتدا آب میوه توسط مخمر به اتانول تبدیل می شود و سپس باکتری های اسید استیک آن اتانول را به سرکه (اسید استیک) تبدیل می کنند. کارایی این تبدیل (بازده اسید استیک) تعیین می کند چه مقدار از اتانول اولیه در نهایت به اسید استیک تبدیل شده است. فعالیت باکتری ها به شدت تحت تاثیر شرایط محیطی قرار دارد ، بنابراین درک تاثیر پارامترهای تخمیر بر رشد و متابولیسم آن ها کلید بهینه سازی بازده می باشد.
اهمیت بهینه سازی شرایط تخمیر
بهینه سازی شرایط تخمیر هم برای تولیدکنندگان کوچک سرکه و هم در مقیاس صنعتی حائز اهمیت است. شرایط مناسب تضمین می کند که باکتری های اسید استیک با بالاترین میزان فعالیت و بهره وری عمل کنند. اگر عواملی مانند دما یا pH خارج از محدوده مطلوب باشند ، ممکن است رشد این باکتری ها کند یا حتی متوقف شود و نتیجه آن کاهش بازده اسید استیک خواهد بود. همچنین شرایط نامناسب می تواند به باکتری ها تنش وارد کرده یا موجب مرگ آنها شود و در نتیجه تخمیر ناقص بماند. با تنظیم دقیق محیط تخمیر از حفظ گرمای مناسب و اسیدیته مطلوب گرفته تا زمان بندی درست می توان بازده تبدیل اتانول به اسید استیک را به حداکثر رساند. این کار نه تنها میزان محصول نهایی (سرکه) را افزایش می دهد بلکه کارایی فرآیند را بهبود بخشیده و حتی ممکن است بر ویژگی های طعمی محصول نهایی تاثیر مثبت بگذارد. به همین دلیل بسیاری از واحدهای صنعتی و کارگاه های تولیدی که در فرآیندهای خود از اسید استیک استفاده می کنند ، به ویژه آن هایی که به دنبال خرید اسید استیک شازند گالن 30 لیتری هستند ، اهمیت ویژه ای برای کنترل این شرایط قائل اند.در مقابل کنترل نامناسب این عوامل معمولا باعث طولانی شدن زمان تخمیر ، کاهش غلظت اسید استیک تولیدی و حتی بروز مشکلات فساد یا آلودگی می گردد.
نقش دما در تولید اسید استیک
دما یکی از تاثیرگذارترین پارامترها در تخمیر اسید استیک است. باکتری های اسید استیک موجوداتی مزوفیل هستند یعنی در دماهای معتدل به خوبی رشد می کند. دمای تخمیر بر سرعت سوخت و ساز این میکروب ها تاثیر مستقیم دارد : در دماهای پایین تر فعالیت باکتری ها کند می شود در حالی که در دماهای بالاتر نرخ متابولیسم آنها تا یک حد معین افزایش می یابد. برای مثال اگر تخمیر در دمای حدود ۱۵ درجه سانتی گراد انجام شود ، تولید اسید استیک بسیار آهسته خواهد بود و رسیدن به یک اسیدیته مشخص زمان بسیار طولانی تری می طلبد. در مقابل یک دمای نسبتا گرم مانند ۳۰ درجه سانتی گراد معمولا باعث سرعت گرفتن تولید اسید استیک می شود زیرا نزدیک به محدوده دمای بهینه برای فعالیت آنزیم های باکتری است. با این حال دماهای بیش از حد بالا (فراتر از محدوده مطلوب) می توانند اثرات زیانباری داشته باشند. حرارت زیاد موجب غیرفعال شدن آنزیم های باکتری یا از بین رفتن خود میکروب ها می شود و بدین ترتیب تخمیر به طور ناگهانی متوقف می گردد. در عمل اگر دمای مناسب حفظ نشود ممکن است زمان تخمیر طولانی تر شده یا تبدیل اتانول به اسید استیک به طور کامل انجام نگیرد.
دمای بهینه تخمیر برای حداکثر بازده
بیشتر باکتری های اسید استیک مورد استفاده در تولید سرکه در محدوده دمایی حدود ۲۵ تا ۳۰ درجه سانتی گراد بهترین عملکرد را دارند. بسیاری از فرآیندهای صنعتی تولید سرکه دمای تقریبا ۳۰ درجه را به عنوان نقطه بهینه تنظیم می کنند. در این دما ، آنزیم های باکتری به طور موثری عمل می کنند و سرعت اکسیداسیون اتانول به اسید استیک به حداکثر می رسد. تجربیات عملی نشان داده است که تخمیر سرکه در نزدیکی ۳۰ درجه سانتی گراد سریع ترین نرخ تولید و بالاترین بازده اسید استیک را دارد. ضروری است که از افزایش دما به بالاتر از این حد مطلوب اجتناب شود ، زیرا در دمای حدود ۳۵ درجه سانتی گراد یا بالاتر بسیاری از باکتری های اسید استیک فعالیت خود را از دست داده یا می میرند که در پی آن فرآیند تخمیر متوقف شده و بازده نهایی پایین می آید. از سوی دیگر در دماهای خیلی پایین (مثلا نزدیک ۲۰ درجه سانتی گراد) با اینکه باکتری ها زنده می مانند ، سرعت تولید اسید استیک به شدت افت می کند. در واحدهای صنعتی تولید سرکه ، مخازن تخمیر معمولا مجهز به سامانه های خنک کننده هستند تا حرارت تولید شده توسط فعالیت باکتری دفع شود و دما در دامنه ایده آل باقی بماند.
تاثیر pH بر تخمیر اسید استیک
pH محیط تخمیر به شکل قابل توجهی بر تولید اسید استیک تاثیر می گذارد. باکتری های اسید استیک اسید دوست هستند و محیط کمی اسیدی را ترجیح می دهند. pH بر فعالیت آنزیم های سلولی و رشد این میکروب ها اثر مستقیم دارد. در آغاز فرآیند ، pH تقریبا خنثی (حدود ۶) یا کمی اسیدی برای رشد سریع و فعالیت شدید باکتری ها مناسب است. با پیشرفت تخمیر و تجمع اسید استیک ، pH محیط کاهش می یابد. اگر pH بیش از حد سریع پایین بیاید یا به کمتر از حد آستانه برسد ، محیط بسیار اسیدی فعالیت آنزیم ها و رشد باکتری را به تدریج سرکوب می کند. اغلب باکتری های اسید استیک در محدوده pH حدود ۵٫۰ تا ۶٫۵ بهترین رشد را نشان می دهند و در این بازه آنزیم های آنها به خوبی عمل می کنند. خارج از این محدوده خصوصا زمانی که pH به زیر ۵ و به سمت ۴ یا کمتر می رود ، فعالیت این باکتری ها به میزان قابل توجهی افت می کند. در pH بسیار پایین (محیط شدیدا اسیدی) باکتری ها ممکن است به حالت نیمه خواب درآیند یا حتی از بین بروند. در چنین شرایطی حتی اگر هنوز اتانول باقی مانده باشد ، تولید اسید استیک متوقف می شود. به این ترتیب کاهش طبیعی pH در طول تخمیر به نوعی سرعت و بازده فرآیند را محدود می کند.
حفظ سطح pH ایده آل
مدیریت pH در طول تخمیر می تواند به حفظ فعالیت باکتری ها و رسیدن به بازده بالاتر اسید استیک کمک کند. باکتری های اسید استیک تخمیر را در محدوده pH حدود ۵ تا ۶ با سرعت بیشتری آغاز می کنند اما باید توجه داشت که pH محیط با تجمع اسید بیش از حد سریع پایین نیاید. یکی از راهکارهای رایج در صنعت استفاده از فرآیند تخمیر نیمه پیوسته است : به جای اینکه اجازه دهیم محیط تخمیر کاملا اسیدی شود ، در فواصل زمانی مشخص مقداری از سرکه تولید شده را خارج کرده و الکل تازه به سیستم اضافه می کنند. این کار باعث می شود اسیدیته محیط از حد معینی فراتر نرود و pH در محدوده قابل قبول برای باکتری باقی بماند. در تخمیر های نوبتی (Batch)، برخی تولیدکنندگان مقداری سرکه آماده را در آغاز به محیط اضافه می کنند تا ضمن ایجاد شرایط اولیه مطلوب برای باکتری ، از افت ناگهانی pH نیز جلوگیری شود. گفتنی است که کنترل pH با افزودن مستقیم بازدارنده های اسیدی (مثلا مواد قلیایی مانند کربنات کلسیم یا سدیم هیدروکسید) در تولید سرکه چندان معمول نیست ، چون این کار اسید تولید شده را خنثی می کند. در مقابل تمرکز بر انتخاب شرایط اولیه مناسب و روش تخمیر صحیح است تا pH به صورت طبیعی در محدوده مطلوب باقی بماند. اینکه محیط تخمیر بیش از حد سریع و زیاد اسیدی نشود به باکتری ها امکان می دهد تا زمانی که بخش اعظم اتانول به اسید استیک تبدیل شود به فعالیت خود ادامه دهند و بدین ترتیب بازده تولید به حداکثر می رسد.
زمان تخمیر و بازده اسید استیک
زمان در تخمير عامل تعيين کننده است و مستقيما بر بازده تبديل اتانول به اسيد استيک اثر مي گذارد. ابتدا توليد اسيد کند است چون باکتري ها در فاز تاخير براي سازگاري و تکثير قرار دارند. با ورود به فاز رشد لگاريتمي ، اکسيداسيون اتانول سريع مي شود و غلظت اسيد به تندي بالا مي رود. توقف زود هنگام مثلا پس از يک يا دو روز اتانول را باقي مي گذارد و بازده را کم مي کند. با زمان کافي ، باکتري ها توليد را ادامه مي دهند تا اتانول تمام شود يا شرايط نامساعد مانند pH پايين فعاليت را محدود کند. در روش هاي سنتي سطحي ، رسيدن به حدود 5 تا 6 درصد اسيد استيک 3 تا 4 هفته زمان مي خواهد. در فرايندهاي مدرن با هوادهي و کنترل مناسب ، چند روز کافي است. بازده تا نقطه پايان واکنش افزايش مي يابد و پس از آن افزايش بيشتري رخ نمي دهد و حتي ممکن است به دليل تبخير يا اکسيداسيون بيش از حد کاهش يابد. نتيجه اين که بايد زمان بهينه را تعيين و از ادامه بي فايده فرايند پرهيز کرد.
تعیین مدت زمان بهینه تخمیر
تعیین زمان مناسب توقف تخمیر یعنی تعادل میان تکمیل تبدیل و بهره وری. نقطه بهینه زمانی است که اتانول تقریبا صفر و درصد اسید استیک به مقدار هدف رسیده باشد ، بدون رکود یا تخریب محصول. در یک فرآیند مدیریت شده ، این نقطه با پایش الکل باقیمانده و اسیدیته تشخیص داده می شود. وقتی آزمایش ها نشان دهند الکل تمام و اسید به سقف تعیین شده رسیده ، ادامه سودی ندارد و باید تخمیر متوقف شود. ماندن طولانی باکتری ها خطر اکسایش بیش از حد دارد ؛ برخی استوباکتر اسید استیک تولید شده را مصرف می کنند. در روش های سریع صنعتی معمولا بازه ثابت 48 تا 72 ساعت اجرا و سپس برداشت انجام می شود ، در روش های کندتر توقف با اندازه گیری های اسیدیته تعیین می گردد. توقف زودهنگام بازده را به علت اتانول باقی مانده کم می کند ، ادامه بیش از حد هم با اکسایش ناخواسته یا تبخیر ، راندمان را کاهش می دهد.
تعامل میان دما ، pH و زمان
دما ، pH و زمان تخمیر عواملی هستند که در طول فرآیند به طور متقابل بر هم اثر می گذارند و باید همزمان کنترل شوند. در دمای بهینه (حدود ۳۰ درجه سانتی گراد) باکتری های اسید استیک با سرعت بالایی اتانول را به اسید تبدیل می کنند و زمان تکمیل تخمیر کاهش می یابد. اما این تبدیل سریع باعث تجمع زودهنگام اسید و افت سریع pH می شود. اگر pH قبل از مصرف کامل اتانول به حد بازدارنده برسد ، حتی با وجود دمای مطلوب ، فرآیند زودتر کند یا متوقف خواهد شد. برعک، اگر دما پایین تر از حد مطلوب باشد حتی در pH مناسب نیز سرعت واکنش کاهش یافته و زمان بیشتری برای اتمام نیاز است. یک فرآیند ایده آل با آغاز تخمیر در شرایط دمایی و pH مناسب شروع می شود به طوری که بخش عمده اتانول قبل از افت بحرانی pH مصرف شود. سپس با کاهش تدریجی pH و پایان یافتن اتانول ، سرعت تخمیر به طور طبیعی افت می کند. طراحی صحیح شامل دمای کافی برای تسریع واکنش بدون آسیب به باکتری ، مدیریت pH برای جلوگیری از توقف زودهنگام و تعیین زمان تخمیر متناسب با تکمیل واکنش است.
انتخاب سویه میکروبی مناسب
انتخاب سویه مناسب باکتری اسید استیک عامل کلیدی در بهینه سازی تخمیر است. سویه های مختلف آستانه تحمل و شرایط بهینه متفاوتی دارند که مستقیما بر بازده تاثیر می گذارد. برخی سویه ها به غلظت بالای اسید مقاوم اند و حتی در سرکه های غلیظ نیز تولید را ادامه می دهند ، در حالی که گونههای حساس تر با افزایش اسیدیته رشدشان کند یا متوقف می شود. همچنین برخی سویه ها دماهای بالاتر یا pH متفاوت را بهتر تحمل می کنند. در روش های سنتی معمولا از سوی ههای طبیعی محیطی (عمدتا Acetobacter) استفاده می شود که با اسیدیته متوسط سازگارند. اما در صنعت اغلب از سویه های ویژه مانند Komagataeibacter بهره می گیرند که توانایی تولید سرکه قوی با بیش از ۱۰٪ اسید استیک را دارند. انتخاب سویه بهینه تضمین می کند که باکتری در طول فرآیند فعال بماند و بتواند در دمای فرآیند دامنه pH و غلظت نهایی مورد نظر ، بدون افت کارایی فعالیت کند و بیشترین بازده را به همراه آورد. در ادامه جدولی آمده است که برخی از گونه ها و سویه های مهم باکتری اسید استیک و ویژگی های آنها را در رابطه با شرایط تخمیر و بازده نشان می دهد:
| گونه/سویه باکتری | دمای بهینه | دامنه pH بهینه | تحمل اسید استیک | توضیحات/کاربردها |
|---|---|---|---|---|
| Acetobacter aceti | ۲۵–۳۰ درجه سانتی گراد | ۵٫۴–۶٫۰ | متوسط (تا ۱۰٪) | باکتری متداول در تخمیر سرکه؛ استفاده شده در روشهای قدیمی؛ عملکرد کلی مناسب. |
| Acetobacter pasteurianus | ۳۰ درجه سانتی گراد | ۵٫۰–۶٫۰ | متوسط (تا ۱۰٪) | به طور گسترده در صنعت سرکه استفاده میشود؛ تحمل الکل بالا؛ تحمل اسید متوسط. |
| Acetobacter orleanensis | ۲۸ درجه سانتی گراد | ۵٫۰–۶٫۵ | متوسط (تا ۸٪) | مرتبط با روش سنتی اورلئان (تخمیر سطحی کند)؛ تحمل اسیدی متوسط. |
| Acetobacter malorum | ۲۵–۳۰ درجه سانتی گراد | ۵٫۰–۶٫۰ | متوسط (تا ۸٪) | یافت شده در سرکه میوه (مثل سرکه سیب)؛ سازگار با بسترهای میوهای. |
| Komagataeibacter europaeus | ۳۰ درجه سانتی گراد | ۵٫۵–۶٫۵ | بسیار بالا (۱۵–۲۰٪) | بسیار مقاوم به اسید؛ سویه کلیدی برای تولید سرکه با غلظت بالا (فرآیند غوطهوری). |
| Komagataeibacter xylinus | ۲۸–۳۰ درجه سانتی گراد | ۵٫۰–۶٫۰ | بالا (۱۰٪ یا بیشتر) | تولیدکننده «مادر سرکه» (سلولز)؛ مورد استفاده در تخمیرهای سنتی؛ تحمل اسید نسبتا بالا. |
| Komagataeibacter intermedius | ۳۰ درجه سانتی گراد | ۵٫۵–۶٫۵ | بالا (حدود ۱۵٪) | حاضر در تخمیر با اسیدیته بالای ۶٪؛ سویه مقاوم در فرآیندهای هوازی غوطهوری. |
| Gluconobacter oxydans | ۲۵–۳۰ درجه سانتی گراد | ۵٫۵–۶٫۵ | کم (<۵٪) | اکسیداسیون سطحی اتانول کارآمد؛ به دلیل تحمل کم اسید در تولید سرکه قوی به کار نمیرود. |
هوادهی و تامین اکسیژن
میزان دسترسی به اکسیژن در کنار دما ، pH و زمان عامل حیاتی در تخمیر اسید استیک است. این باکتری ها برای اکسیداسیون اتانول به اسید استیک به اکسیژن نیاز دارند و کمبود آن بازده را به شدت کاهش می دهد. در روش های سنتی سطحی ، اکسیژن فقط از سطح مایع وارد شده و فرآیند هفته ها طول می کشد. در صنعت مدرن با استفاده از هوادهی مکانیکی و اسپارجرها ، اکسیژن کافی در مایع حل می شود و تبدیل اتانول سریع و کامل انجام می گیرد. کمبود هوا می تواند اکسیداسیون را ناقص کرده و اتانول استفاده نشده باقی بگذارد ، در حالی که هوادهی بیش از حد باعث گرم شدن محیط ، تبخیر ترکیبات فرار و حتی اکسایش ثانویه اسید استیک به CO₂ و آب می شود. بنابراین باید تعادل برقرار شود : اکسیژن کافی برای حفظ فعالیت باکتری ها در مرحله اصلی اما نه آنقدر زیاد که اثرات منفی ایجاد کند. در تولید صنعتی نرخ هوادهی و شدت همزدن معمولاً به طور خودکار کنترل می شود تا شرایط در نقطه بهینه باقی بماند.
ماده اولیه و مواد مغذی در تخمیر
ویژگی های ماده اولیه تخمیر نقش مهمی در بازده اسید استیک دارد. غلظت اتانول آغازین تعیین می کند که حداکثر چه مقدار اسید می توان تولید کرد ، برای سرکه ۱۰٪ ، نوشیدنی اولیه باید حدود ۱۲–۱۳٪ الکل داشته باشد. اما الکل زیاد (بیش از ۱۰–۱۲٪) می تواند برای بسیاری از باکتری ها سمی باشد و روند را کند یا متوقف کند. به همین دلیل برخی تولیدکنندگان الکل را تدریجی اضافه می کنند یا از سویه های مقاوم استفاده می کنند. علاوه بر اتانول وجود مواد مغذی کافی نیز ضروری است ؛ باکتری ها برای رشد به نیتروژن ، مواد معدنی و ویتامین ها نیاز دارند. در بسترهایی مانند آب میوه یا شراب ، این مواد به طور طبیعی وجود دارد اما در محیط های صرفاً اتانولی باید مکمل هایی مانند عصاره مخمر افزود. بررسی مواد اولیه قابل استفاده در تخمیر اسید استیک نشان می دهد که محیطی که از نظر تغذیه ای فقیر باشد ، حتی با دما و pH ایده آل نیز بازده مطلوبی نخواهد داشت. بنابراین ماده اولیه باید هم الکل مناسب و هم تغذیه کافی داشته باشد.
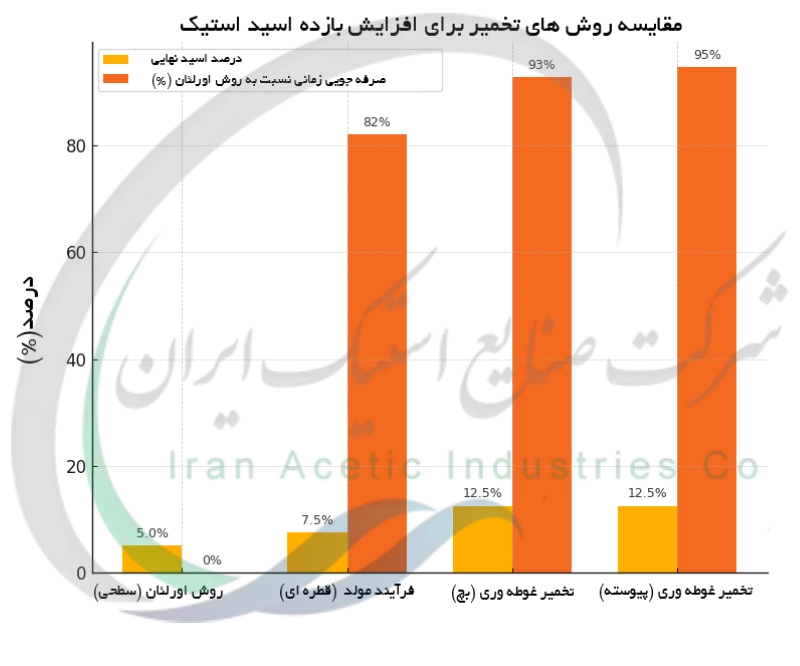
روش های تخمیر برای افزایش بازده اسید استیک
روش های تخمیر سرکه از سنتی تا صنعتی تفاوت زیادی در بازده و سرعت دارند. در شیوه سنتی اورلئان ، تخمیر سطحی و آهسته در بشکه چوبی انجام می شود و تولید سرکه ۴–۶٪ ممکن است چند هفته یا ماه طول بکشد ، به دلیل نبود کنترل دما ، محدودیت اکسیژن و عدم تنظیم pH. روش صنعتی مولد (قطره ای) با عبور مکرر مایع الکلی از روی پوشال های باکتری و دمش هوا ، طی چند روز سرکه ۶–۹٪ تولید می کند و کنترل دما بهتر است. پیشرفته ترین روش ، تخمیر غوطه وری در مخازن بهم زن دار با هوادهی شدید و کنترل دقیق دما (حدود ۳۰°C) است که می تواند سرکه ۱۰–۱۵٪ را ظرف ۱ تا ۳ روز بسازد. در برخی سیستم های غوطه وری پیوسته ، خوراک الکلی دائم وارد و محصول دائم برداشت می شود و شرایط تقریبا ثابت می ماند. انتخاب روشی که کنترل کامل بر دما ، pH و اکسیژن را فراهم کند ، امکان افزایش چشمگیر بازده و دستیابی به غلظت بالاتر اسید استیک را فراهم می سازد.